Selv etter at maskinverkstedet presset flat det mest bøyde segmentet, er rotasjonsringen fremdeles ikke flat. Ringen danner fortsatt en konisk form, men til en mindre grad enn tidligere. Halvparten av ringen skråner oppover mot ringens sentrum. Den motsatte siden heller nedover. Høydeforskjellen fra det høyeste punktet til det laveste er 5 millimeter.
Hvorfor er dette et problem?
Tannhjulet på kuppelens rotasjonsmotor griper inn i tannkransen som er festet til rotasjonsringen. Skjevhet langs rotasjonsringens omkrets gjør at tannkransen løfter seg fire til fem millimeter
fra drivhjulet for hver kvart rotasjon av kuppelen. Dette kan føre til at drivhjulet slipper tak i tannkransen. Da vil kuppelens rotasjon stoppe opp, med fare for at fortanningen blir skadet.
Hvor ujevn er rotasjonsringen?
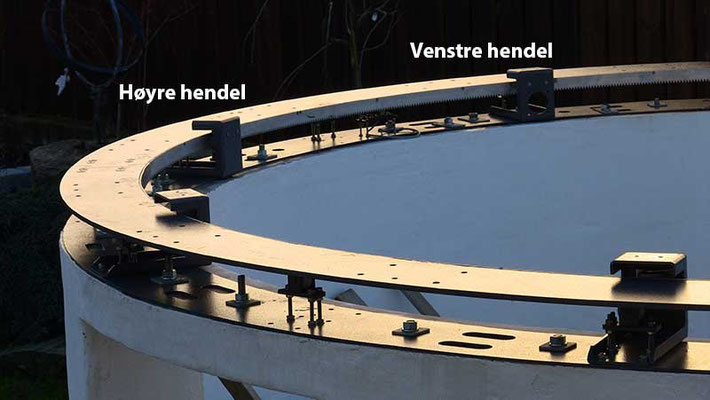
For å tallfeste ringens flathet ble det tatt mål med mikrometerlære på to plasser: hendelen hvor drivmotoren er montert og hendelen ved siden av denne. Trettito punkter jevnt fordelt langs hele ringens omkrets ble målt.
Den første foto viser plasseringen av hendlene (drivmotoren er fjernet).
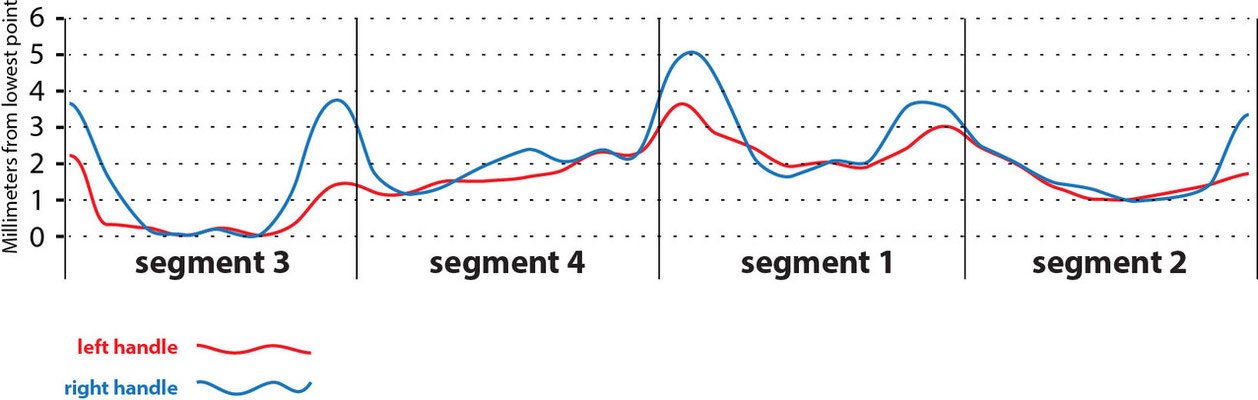
Den andre figuren viser resultatene. Amplituden er størst til høyre for drivmotoren. En skulle vente at kurvene er identiske. Forskjellen mellom kurvene kan tyde på at rotasjonsringen klatrer opp siderullene under rotasjonen. Dette kan nok unngås ved å feste tannkransen bedre til rotasjonsringen. Denne effekten er, imidlertid, ubetydelig. Kurvene viser at ringen er mest forvrengt langs segment 1. Nabosegmentet 2 var i utgangspunktet meget forvrengt, men dette ble rullet flat i en maskinpresse, som beskrevet i tidligere innlegg.
Legg merke til at toppene av kurvene er alltid høyest nær skjøtene mellom segmentene. De fire svalehaleskjøtene er de mest bøyelige områdene på rotasjonsringen. Her blir forvrengningen størst.
Segment nr. 2 ble levert til maskinverkstedet i morges. Den er nå forsøkt rullet flat i maskinpresse.